DIN2391 ST52 Cold Drawn Seamless Steel Pipe




Short Description:
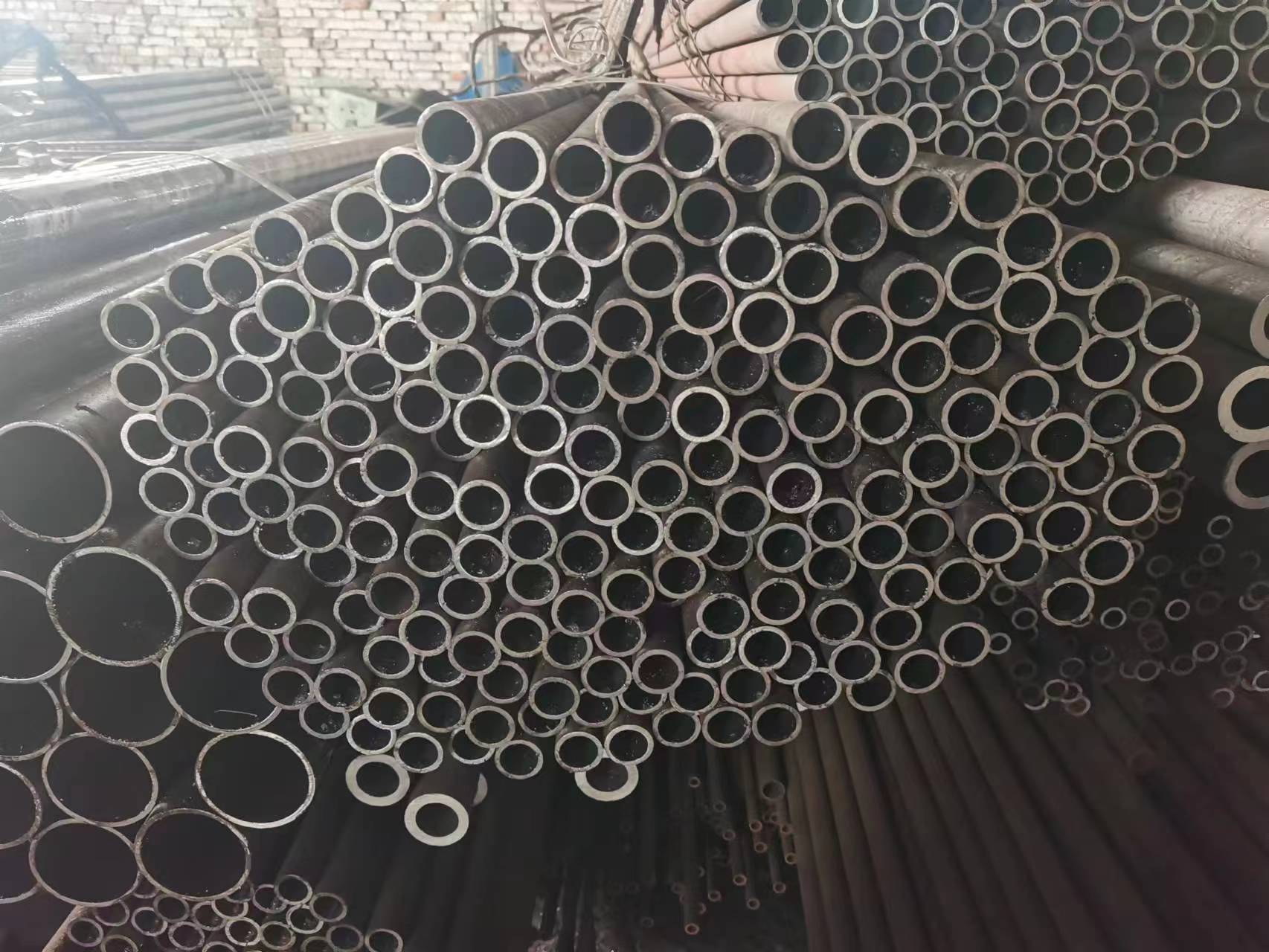
Cold drawn seamless steel pipe is made from a seamless steel hollow. It is further processed by cold drawing over a mandrel, to control the ID, and through dies to control the OD. CDS is superior in surface quality, dimensional tolerances and strength when compared to hot finished seamless tubing.Due to the characteristics of high-precision, in precision machinery manufacturing, auto parts, hydraulic cylinders, construction (steel sleeve) industry has a very wide range of applications.
Size: 16mm-89mm.
W.T.: 0.8mm-18 mm.
Shape: Round.
Production type: Cold drawn or cold rolled.
Length: Single random length/ Double random length or as customer’s actual request max length is 10m




